Why the Hybrid 600TM with patent-pending air knife technology is the solution for high-dust combustion processes.
Client: Behind the scenes PDF version
Why the Hybrid 600TM with patent-pending air knife technology is the solution for high-dust combustion processes.
BACKGROUND
With more than 25 years of specialised experience in supplying process gas analysis solutions for the cement and mineral, lime, power, waste incineration, metal and petrochemical industries, we understand that accuracy as well as run factor, stand out as crucial quality assurances to supply for gas analysis in combustion processes.
Reduced capability in high-dust processes
Around ten years ago, Tunable Diode Laser Spectrometer (TDLS) analysers were the newest solutions available for the process industry. TDLS analysers have a very high run factor as they can be installed with no process contact and offer in-situ measurements.
However, a significant limitation of TDLS analysers is they only work if there is sufficient visibility because they rely on light. High process dust concentrations at about 25-50 g/m3 prevent laser light from passing through, resulting in inaccurate measurements. When dust load concentrations get too high, the run factor of a laser system will drop dramatically to zero.
Extractive gas analysis remains the preference
The limitation of TDLS analysers meant that traditional extractive gas analysis technology remained the preferred choice for the process industry. Extractive gas analysis technology has a dust concentration tolerance between 100-1000 g/m3 depending on the process and sample equipment design.
But it’s not all blue skies for extractive systems. They too, possess a significant limitation: an undesirably slow response time. The response time of an extractive system is typically between 45-90 seconds, which is considerably slower compared with an in-situ laser-based system, which has a response time of around 2 seconds.
Contamination issues
Increasing the sample flow rate is a typical solution used to reduce long response times to approximately 25-40 seconds. However, the sample and conditioning system can become stressed with contamination. The contamination of an extractive gas analysis system is typical in all combustible processes unless fuelled by, for example, only methane or another clean gas.
Introducing a heated analysis system can reduce the contamination, but in the long term, it will not protect the optics of the extractive analyser unit. The maintenance of a contaminated extractive analyser unit and its optics is complex and demands specialised, high-level training. Maintenance typically involves the contaminated part being removed completely and worked on offsite. Not only is this time consuming, but production shutdown will occur unless the plant has invested in a spare replacement analyser.
CHALLENGE
Combustion process operators would ideally like to control the process in real time and inside the process where it actually takes place. This is the case in, for example, safety interlocking of electrostatic precipitators for cement plants or when ammonia dosing in selective non-catalytic reduction (SNCR) process installations are used to reduce NOx emissions. In both applications, the ideal measuring location is normally very dusty and demands a short response time. Further, the run factor must be close to 100 percent for safe operation.
In-situ laser analysis can provide accurate measurements almost in real time but not in processes where the dust concentration is above 25-50 g/m3. Extractive gas analysis suffers from time delays and lower run factors in order to provide safe measurements.
The ideal solution would therefore combine the benefits of fast, non-contact laser analysis with the extractive gas analyser system’s ability to handle high-dust concentrations.
APPROACH
Our Hybrid 600TM solution showcases a progressive design idea: a hybrid of an extractive system and an in-situ measurement.
Fundamentally, the Hybrid 600TM is a fully-heated extractive system, running a short bypass to the process. The bypass sample gas is collected by a probe with a filter which removes dust and leaves it inside the process where it belongs.
Reducing response time
To achieve an ultra-short response time, the fast-running bypass completely replaces the sample gas every 1-3 seconds. Together with the fast response time of the laser (typically 2 seconds), our Hybrid 600TM solution offers a super-fast total response time of about 3-5 seconds.
Non-contact laser gas analysis
An analysis cell installed perpendicular to the bypass flow enables laser analysis of dust-free sample gas. This is done in optimal conditions for the laser with fixed temperature, pressure and transmission, and with no mechanical impact or changes to the alignment of the laser during operation.
The Hybrid 600TM laser analysis occurs as a true, non-contact measurement. To protect the laser, an optical barrier of sapphire glass prevents any contact or contamination from the process gas at all times, even during power or purge air shortages.
Safeguarding from contamination
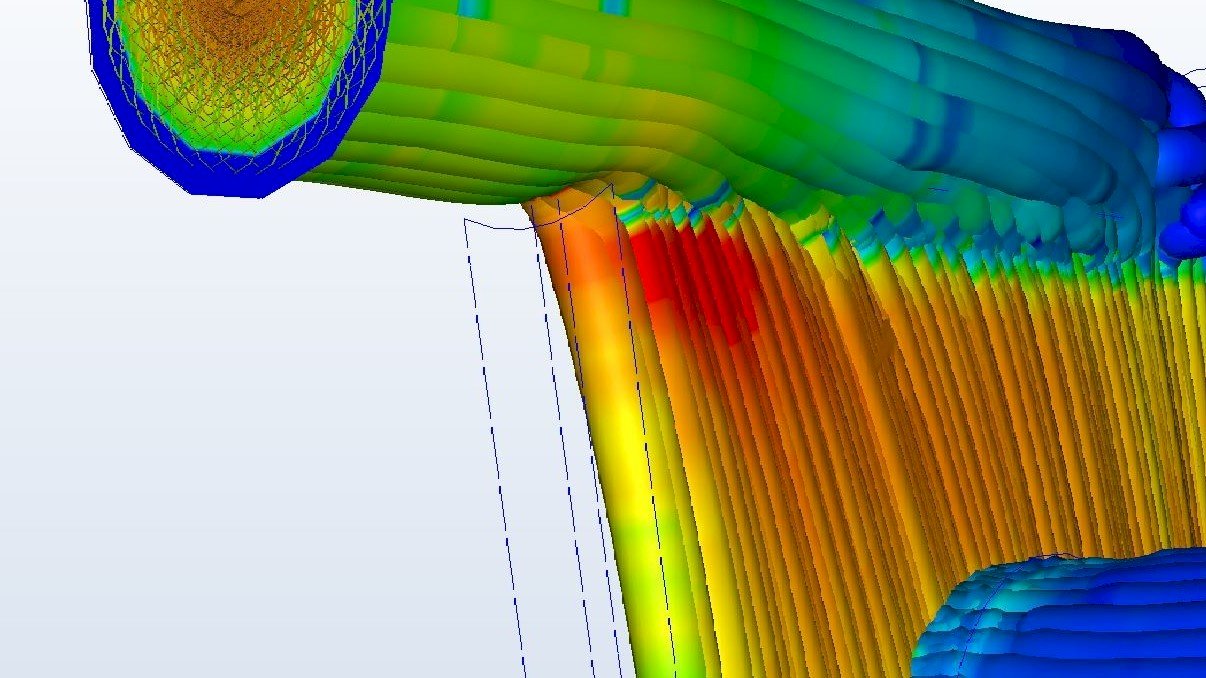
To protect the optical sapphire glass barrier from being contaminated by components of the sample gas, a patent-pending air knife is operated. The air knife brushes the process side of the optical sapphire glass with a 3-millimetre thin clean purged air flow – powerful enough to stop the process gas from contaminating the optical sapphire glass barrier . The purged air used in the air knife is completely removed from the analysis cell, preventing any mixing into the measurement path of the laser.
Easy maintenance was a design priority
Maintenance of the Hybrid 600TM is simple and requires no specialised training. By preventing contamination of the sapphire glass barrier, the need for cleaning or maintenance is drastically reduced. In fact, it can be done together with the yearly laser calibration that maintains run factor at an optimum level.
The air knife’s optical barrier can be straightforwardly replaced in minutes using a standard Allen/Hex key. The sapphire glass tolerates general handling and can be cleaned as you would clean a pair of sunglasses.
Generally, lasers demonstrate long mean time between failure (MTBF) of electronics. They quite often fulfil Safety Integrity Level (SIL2) standards, keeping downtime to a minimum.
RESULTS
Using a low maintenance, fast-responding standard in-situ laser gas analyser with our Hybrid 600TM bypass, the proven solution is able to deliver near real-time measurements in dust loaded processes with a very high run factor.
This opens new market opportunities through wider applications for laser gas analysers. Now, Hybrid 600TM makes near real-time analysis possible in high-dust environments. This enables combustion process owners to ensure the safety of their personnel and production facilities.
Case study
This serves as an example only. Your plant’s actual numbers will vary.
Production facilities with potential high carbon monoxide (CO) concentrations demand safety interlocking of the process based on CO’s lower explosion level (LEL) of 12.5 Vol%. According to the guiding publication on explosive gas atmospheres, EN60079-10, a typical safety factor of 0.25 (k=0.25) is used to calculate the real-time interlock level of CO:
= LEL x k
= 12.5 Vol% x 0.25
= 3.125 Vol%
If a given process has determined the maximum increase of CO% per second as 0.20 Vol%/s, it will allow an analyser response time of no more than 15 seconds.
Analyser response time = (LEL x k) / (max. increase of CO% per second)
= (3.125 Vol%) / (0.20 Vol%/s)
= 15 seconds
Our Hybrid 600TM including laser analyser offers a total response time of approximately 5 seconds. The solution provides the required safety margin, reduced number of safety interlocking incidents and therefore, reduced production stops.
Preventing process shutdowns
By using the speed of the Hybrid 600TM system, operators gain larger room to run the process without interference. By taking advantage of the surplus in response time, CO levels can be tolerated up to 5.125 Vol%. Costly production shutdown is avoided through preventing a safety interlocking incident activated by a slow measurement.
The value of preventing unnecessary plant shutdowns can easily be calculated based on the time it takes to bring the process back to normal with the resulting loss of production and cost correcting the shutdown. The cost of each shutdown will, in most cases, provide a small return on investment (ROI) following installation of the Hybrid 600TM solution in high-dust combustion processes.